bobapp网站


























XMINNOV RFID标签制造商bobapp网站

河北数字化车间采用RFID技术实现卡车智能化维修
中车石家庄公司工作人员在120阀试验台上对120型主阀进行启闭试验。测试台架完成后,系统自动读入测试数据。系统可以设置测试条件。如果测试数据不符合相关条件,则不允许保存数据。
10月15日,中车石家庄车辆有限公司现代货车联轴器慢刹总成数字化车间制动阀维修线,高级技师李斌正在制动站对制动阀进行检修。
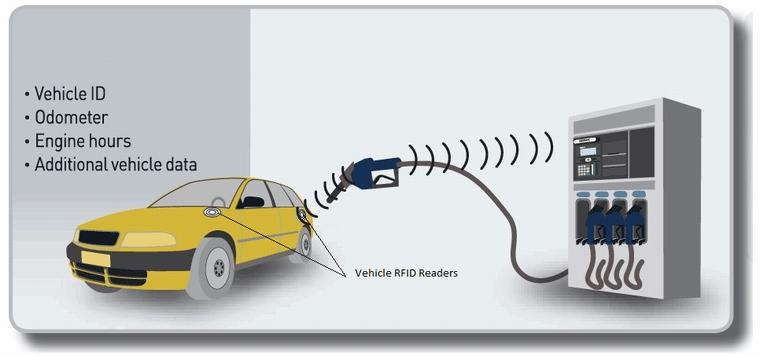
李斌拿起手持设备,扫描了刹车阀上带有车辆信息的RFID标签。系统自动收录车号、车型等刹车配件相关信息,并自动将这些信息导入公司信息管理系统。他介绍说,中车石家庄站整合了中国铁路集团公司的信息管理系统。只需扫描RFID标签,制动阀及挂钩、缓冲器组件的支出信息将自动录入国铁集团信息管理系统。快速准确。“在过去,我们的工具是纸和笔。我们每天都要把阀门信息抄在纸上,然后由专门的人输入国铁集团的信息管理系统。”李斌说。
中国中车石家庄公司的前身是成立于1905年的正泰铁路石家庄机车总厂。目前是中国最具实力的铁路货车制造和维修基地之一。作为石家庄市最早的工业企业,中车石家庄公司自成立以来,共建造和维修铁路货车50多万辆,为全国铁路运输业做出了巨大贡献。在数字经济蓬勃发展的今天,这家百年老厂正积极开展数字化建设,努力实现研发、采购、制造、物流、仓储全流程的智能化、信息化,打造贯穿现代卡车制造的新型数字化管理模式。
中国中车石家庄公司信息技术部主任李宇飞表示,近年来,公司在信息化建设方面做了大量工作。仅业务和管理部门就引进了60多个信息管理系统。在推动相关工作开展的同时,由于数据没有互联互通,“信息孤岛”问题更加突出。为此,他们加强了研发,促进了各个系统之间的数据连接,努力提高效率和效果。
在现代卡车慢制动总成数字化车间等生产车间,中车石家庄实施了ERP系统(企业资源管理系统)和MES系统(制造站执行系统)的系统集成。李宇飞介绍,他们实现MES系统从ERP系统中读取计划信息和计划物料领用信息,并根据MES系统维护的工艺路线生成车间级作业计划;同时,他们实现了MES系统信息反馈给ERP系统,反馈信息包括车辆位置信息、生产任务报告、车间拣料清单生成、进出库订单确认等,在提高卡车维修、新生产效率和产品质量方面取得了显著成效。
在具体实施方面,通过在生产过程中使用RFID技术,工作人员可以准确地知道车辆的具体位置和计划启动时间,提高了生产计划的准确性和物流配送的准点率。例如,仓储部门可以根据实时生产数据进行相应的物资采购和车辆配送,实现生产驱动配送,为解决“人等车、车等料”的物流供应问题提供数据支持。生产需求方和物料配送方可以依靠实时数据,实现双方信息的及时反馈和交互,实现物料配送的动态优化。通过RFID标签读写,还可以自动收集和汇总维修车体流通过程中车体的精确时间、位置、参与人员等信息,实现对车体维修整个生产过程的实时跟踪和监督。“也就是说,你可以实时掌握正在进行的事情、时间和地点,以及谁在执行哪些操作。”李宇飞说。
通过对生产过程的实时监控,还可以实时掌握当前的生产进度执行情况,及时发现生产瓶颈和浪费,识别机器故障、生产顺序调整等生产突发和变化情况,及时做出相应的生产计划和调度。重新调整和改进生产流程,实现整个生产流程的稳定平衡和闭环管理。
在实施ERP系统和MES系统集成之前,中车石家庄卡车的总维修时间为7.49天。实施后,总修复时间为5.46天,生产效率提高27%。
目前,中车石家庄公司每年检查和维修约1.5万辆吊钩、制动器和1.5万辆卡车,具有年产4000辆卡车的能力。在维修和生产过程中,会积累大量的数据,对这些数据的深入研究和利用,将极大地促进铁路货车维修行业的智能化生产,提高货车维修、新生产的效率,提高产品质量。
中车石家庄实施基于MES系统的智能卡车维修生产新模式,在中国中车行业尚属首创,具有良好的示范性。公司副总经理张建新介绍,他们将进一步加大自动化智能制造装备、在线生产检测技术的应用,努力打通企业整个供应链管理,全面提升产品质量、提高生产效率、缩短研发周期、降低生产成本,为增加铁路运输量、支持实施“环轨”战略作出应有贡献。
手机:
+ 86 - 13606915775(李约翰)
电话:
+ 86-592-3365735(约翰)
+ 86-592-3365675 (Cathy)
+ 86-592-3166853(玛格丽特)
+ 86-592-3365715(安娜)
+ 86-592-3365685(艾伦)
+ 86-592-3365681(琳)
地址:厦门市同安区红塘镇同龙二路943号(新民诺夫物联网产业园)bobapp网站